Radyo
Dergi
TV
Forum
Zirve
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Endüstri 4.0 Uygulamaları
Proses Otomasyonu
Depolama Çözümleri
Makina
Otomasyon
İnşaat ve Malzeme
Ağır Sanayi Çözümleri
HaberOrtak
Radyo Haber
EndüstriST
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Endüstri 4.0 Uygulamaları
Proses Otomasyonu
Depolama Çözümleri
ST Endüstri Haber
İnşaat ve Malzeme
"NEOM" ÖNÜMÜZDEKİ YILLAR İÇİN HEDEF PROJE OLACAK"
İnşaat ve Malzeme
SİLTAŞ YAPI'DAN İSTEYENLERİ "EV"LENDİRECEK KAMPANYA
İnşaat ve Malzeme
DOĞRU ISI YALITIMIYLA YAZIN EVİNİZİ VE CEBİNİZİ SERİN TUTUN
Enerjisini Üreten Fabrikalar
21. YÜZYILDA ENERJİ İLE YAŞAMAK
İnşaat ve Malzeme
DOSİDER YÖNETİM KURULU ANKARA'DA ISITMA SEKTÖRÜNÜN GELECEĞİNİ GÖRÜŞTÜ
İnşaat ve Malzeme
İZOCAM'A 3 AYRI PRESTİJLİ ÖDÜL!
İnşaat ve Malzeme
İKLİMLENDİRME SEKTÖRÜNÜN İHRACAT LİDERLERİ ÖDÜLLENDİRİLDİ
HaberOrtak
VAİLLANT TÜRKİYE İLETİŞİM KURULU TOPLANTISI YAPILDI
Enerjisini Üreten Fabrikalar
23 NİSAN’DA TRAFO DUVARINDAN TUVALE
İnşaat ve Malzeme
NİSAN AYINDA KİRA ARTIŞLARI: TİCARİ YÜZDE 57, KONUT YÜZDE 25
Enerjisini Üreten Fabrikalar
RES ARAZİYİ VERİMLİ KULLANIYOR
Enerjisini Üreten Fabrikalar
ENERJİ YATIRIMLARI RÜZGÂRA YÖNELDİ
Enerjisini Üreten Fabrikalar
GLOBALDE NÜKLEER VE GÜNEŞ ENERJİSİ YÜKSELİŞTE
Enerjisini Üreten Fabrikalar
SAVUNMANIN ENERJİSİ CW İLE YÜKSELİYOR
Enerjisini Üreten Fabrikalar
ENERJİ SEKTÖRÜNDE TEKNOLOJİK YATIRIMLAR
T
E-Dergiler
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Proses Otomasyonu
Makina
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Endüstri 4.0 Uygulamaları
Proses Otomasyonu
Depolama Çözümleri
Enerjisini Üreten Fabrikalar
Enerjisini Üreten Fabrikalar
21. YÜZYILDA ENERJİ İLE YAŞAMAK
Enerjisini Üreten Fabrikalar
23 NİSAN’DA TRAFO DUVARINDAN TUVALE
Enerjisini Üreten Fabrikalar
RES ARAZİYİ VERİMLİ KULLANIYOR
Enerjisini Üreten Fabrikalar
ENERJİ YATIRIMLARI RÜZGÂRA YÖNELDİ
Enerjisini Üreten Fabrikalar
GLOBALDE NÜKLEER VE GÜNEŞ ENERJİSİ YÜKSELİŞTE
Endüstri 4.0 Uygulamaları
Endüstri 4.0 Uygulamaları
MAXION WHEELS'İN DİJİTAL DÖNÜŞÜM STRATEJİLERİNİ AÇIKLADI
Endüstri 4.0 Uygulamaları
BAMBUM’DAN KÜTAHYA’YA YENİ FABRİKA YATIRIMI
Endüstri 4.0 Uygulamaları
KASTAMONU ENTEGRE'NİN 5 ANA STRATEJİSİNDEN BİRİ DİJİTAL DÖNÜŞÜM
Endüstri 4.0 Uygulamaları
BPM VE ERP ENTEGRASYONU YENİ TRENDLER ARASINDA
Endüstri 4.0 Uygulamaları
ATLAS COPCO AKILLI FABRİKA DÖNÜŞÜMÜNÜ HIZLANDIRACAK
Proses Otomasyonu
Proses Otomasyonu
KAZANCI'DAN YENİ ÜRETİM TESİSİ YATIRIMI
Proses Otomasyonu
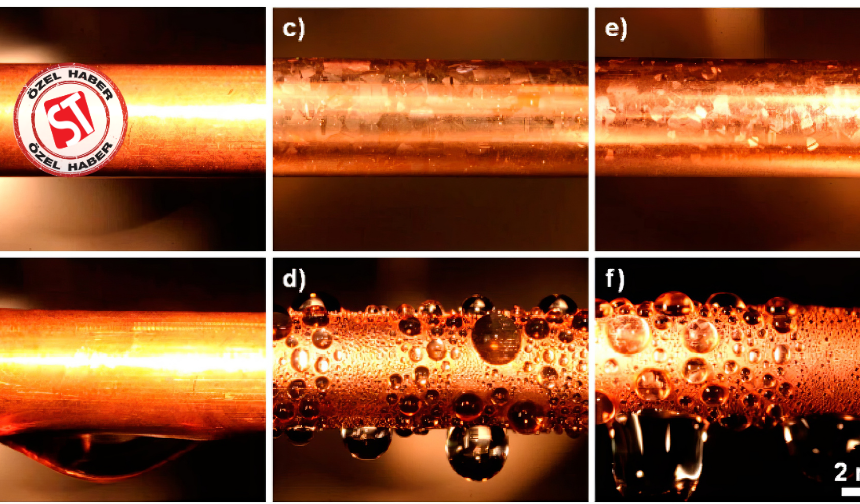
TERMAL VERİMİ ARTIRMANIN YOLU DROPWISE TEKNOLOJİ
Proses Otomasyonu
PROSES OTOMASYONU TEKNOLOJİLERİYLE HEDEF SIFIR HATA
Proses Otomasyonu
ZORLUTEKS'TEN ATIK SUYUN GERİ KAZANIMINDA BAŞARILI PROJE
Proses Otomasyonu
YAPAY ZEKA DESTEKLİ PROSES KONTROL PROJESİNDE SON AŞAMADA
Depolama Çözümleri
Depolama Çözümleri
LİTUM “DÜNYANIN EN İNOVATİF ŞİRKETLERİ 2024" LİSTESİNDE
Depolama Çözümleri
NAKLİYELAZIM KİTLE FONLAMA TURUNA ÇIKTI
Depolama Çözümleri
LOJİSTİK ŞİRKETLERİ SİBER SALDIRIDA KRİTİK EŞİKTE
Depolama Çözümleri
PETLAS GENEL MÜDÜRÜ HAKAN YALNIZ'DAN YATIRIM AÇIKLAMASI
Depolama Çözümleri
SOYSERİN GRUP KARANLIK DEPO YATIRIMI PLANLIYOR
Makina
Makina
MAKİNE SEKTÖRÜNDE DİJİTAL DÖNÜŞÜM VE ÜRETİM SÜREÇLERİ
Makina
KOCAER ÇELİK KAPASİTE ARTIŞ YATIRIMINI TAMAMLADI
Makina
HEDEF SAVUNMA VE HAVACILIK SANAYİNDE FARK YARATMAK
Makina
GNC MAKİNA 2024 YILINDA HEDEF BÜYÜTTÜ
Makina
POLAT MAKİNA’DAN 1 MİLYON EURO’YU AŞKIN YATIRIM
Otomasyon
Otomasyon
KÜRESEL OTOMOTİV ZİNCİRİNİN OTOMASYON İHTİYACI
Otomasyon
"TÜRKİYE YÜKSEK TEKNOLOJİ EŞİĞİNDE DURUYOR"
Otomasyon
BOLTAŞ’IN OTOMASYON YATIRIMLARI HIZ KESMİYOR
Otomasyon
KAYNAK OTOMASYONUNDA DİKKKAT EDİLMESİ GEREKENLERİ PAYLAŞTI
Otomasyon
SEMAVİ YORGANCILAR, YORGLASS'IN DİJİTAL DÖNÜŞÜM VİZYONUNU ANLATTI
İnşaat ve Malzeme
İnşaat ve Malzeme
"NEOM" ÖNÜMÜZDEKİ YILLAR İÇİN HEDEF PROJE OLACAK"
İnşaat ve Malzeme
SİLTAŞ YAPI'DAN İSTEYENLERİ "EV"LENDİRECEK KAMPANYA
İnşaat ve Malzeme
DOĞRU ISI YALITIMIYLA YAZIN EVİNİZİ VE CEBİNİZİ SERİN TUTUN
İnşaat ve Malzeme
DOSİDER YÖNETİM KURULU ANKARA'DA ISITMA SEKTÖRÜNÜN GELECEĞİNİ GÖRÜŞTÜ
İnşaat ve Malzeme
İZOCAM'A 3 AYRI PRESTİJLİ ÖDÜL!
Ağır Sanayi Çözümleri
Ağır Sanayi Çözümleri
YILMADEN KUZEY MAKEDONYA’DA YENİ TESİS SATIN ALDI
Ağır Sanayi Çözümleri
SADULLAH AYDIN'DAN NİĞTAŞ'IN 2023 YATIRIMLARI HAKKINDA AÇIKLAMA
Ağır Sanayi Çözümleri
ORHAN TİMURHAN, KOCAER ÇELİK'İN İŞ GÜNDEMİNE İLİŞKİN KONUŞTU
Ağır Sanayi Çözümleri
HAREKET’TEN 2200 TONLUK PALETLİ VİNÇ YATIRIMI
Ağır Sanayi Çözümleri
İHRACATIN METALİK YILDIZI ADÖKSAN CEO’SU AJDA ŞENER OLDU
Anasayfa
Kategoriler
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Makina
Proses Otomasyonu
Otomasyon
Depolama Çözümleri
İnşaat ve Malzeme
HaberOrtak
EndüstriST
Radyo Haber
Endüstri 4.0 Uygulamaları
Ağır Sanayi Çözümleri
Endaş
Foto Galeri
Video
Yazarlar
Röportaj
Biyografi
Anketler
Künye
İletişim