
Üretim hatlarında bazı sistemler vardır; doğru çalışıyorsa kimse fark etmez, bozulduğunda ise herkesin gözü bir anda oraya döner. Gergi kontrol sistemleri tam olarak bu gruba girer.
Duvar kağıdı, cilt bezi, kağıt, film veya benzeri sürekli malzeme işlenen hatlarda gergi kontrolü; ürün kalitesini, makine ömrünü ve üretim sürekliliğini doğrudan etkileyen kritik bir konudur. Bakım-onarım tarafında ise bu sistemler, küçük ihmalin büyük sonuçlar doğurduğu alanların başında gelir.
Som Kağıt ve Karton Bakım Onarım Şefi Özgür Dağ, bu yazısında gergi kontrol sistemlerini; ne oldukları, hangi tiplerinin kullanıldığı, bakım-onarımda nelere dikkat edilmesi gerektiği ve kalibrasyonun neden hayati olduğu başlıkları altında, sahadaki gerçek tecrübeleri ışığında anlattı.
GERGİ KONTROL SİSTEMİ NEDİR?
Gergi kontrol sistemi; üretim hattı boyunca ilerleyen malzemenin ne çok gergin ne de çok gevşek olacak şekilde, istenen gerilim değerinde tutulmasını sağlayan mekanik ve elektronik bileşenler bütünüdür.
Amaç basit görünür:
- Malzeme kopmasın
- Kırışmasın
- Dalgalanmasın
- Sarım düzgün olsun
Ancak bunu hız değişimleri, bobin çapı büyümesi, malzeme elastikiyeti ve ani dur-kalklar sırasında da kararlı şekilde yapabilmek işin zor kısmıdır.
Bakım açısından gergi kontrolü, sadece “ayar” işi değil, mekanik + elektrik + otomasyonun birlikte çalışmasıdır.
GERGİ KONTROL SİSTEMLERİNİN TEMEL BİLEŞENLERİ
Gergi Ölçüm Elemanları (Sensörler)
En yaygın kullanılanlar:
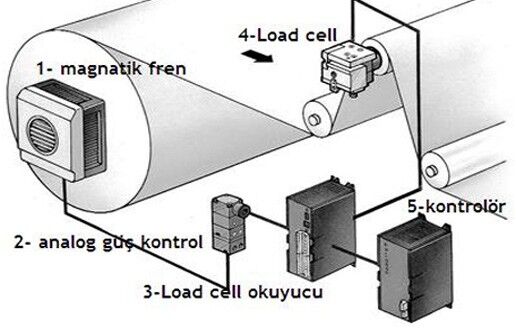
- Load Cell (Yük Hücresi): Load cell, malzemenin kendisini değil; malzemenin yönlendirme silindiri/merdanesi üzerinden geçtiği noktada oluşan çekme kuvvetini ölçer. Yani aslında ölçülen şey, silindir ayağına binen yük ve bu yükün gergiden kaynaklanan bileşenidir.
Önemli nokta: Load cell gergiyi dolaylı değil, fiziksel olarak ölçer. Bu yüzden en doğru gergi ölçüm yöntemlerinden biridir.
Çalışma prensibi ise;

1- Malzeme, yönlendirme silindiri üzerinden geçer
2- Malzeme gerginliği, silindire bir kuvvet uygular
3- Bu kuvvet, silindir ayağına aktarılır
4- Load cell gövdesi mikron seviyesinde esner
Bu esneme gözle görülmez ama ölçülebilir düzeydedir. Load cell sağlam görünür ama aslında kontrollü olarak esneyen bir elemandır. Gerilimi doğrudan Newton veya kgf cinsinden ölçer.
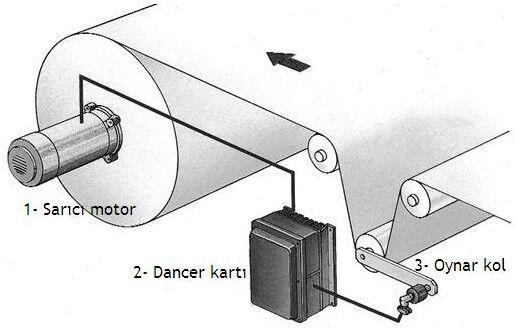
- Dancer (Salınımlı Merdane) Sistemleri: Dancer (salınımlı silindir/merdane) sistemleri, üretim hatlarında gergi kontrolünü mekanik hareket üzerinden sağlayan yapılardır. Temel mantık; malzeme gergisindeki değişimin, dancer merdanesinin konumunu değiştirmesi ve bu hareketin kontrol sistemine geri besleme olarak kullanılmasıdır.
Kısaca: Gergi değişir → dancer hareket eder → sistem kendini düzeltir. Dancer sistemi; bir veya birden fazla yönlendirme merdanesinin yaylı, ağırlıklı ve pnömatik bir mekanizma ile hareketli hale getirildiği gergi kontrol yapısıdır. Bu hareket; potansiyometre, lineer sensör ve enkoder ile ölçülür ve kontrol sistemine aktarılır. Dancer sistemleri gergiyi doğrudan ölçmez, konum değişimi üzerinden dolaylı olarak kontrol eder. Malzemenin hareketine bağlı pozisyon değişimiyle gerilimi algılar.
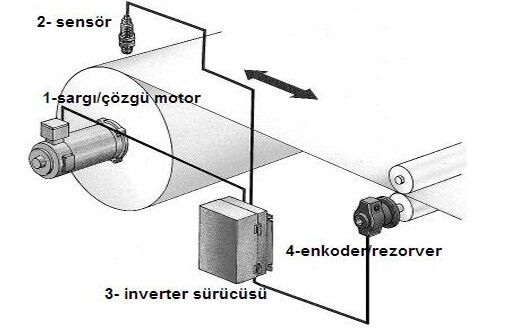
- Ultrasonik Sensör (Çap Sensörü): Ultrasonik sensör, bobinin anlık çapını ölçen veya hesaplayan sistemdir. Ultrasonik sensör ile gergi kontrolü; ürünün üzerindeki gerginin doğrudan ölçülmeden, bobin çapına bağlı olarak tork veya hız ayarıyla kontrol edilmesi prensibine dayanır.
Bu yöntem çoğunlukla:
- Tork kontrollü motorlar
- Frenli çözgü sistemleri
- Servo/asenkron sarım üniteleri
ile birlikte kullanılır.
Kısaca: Çap değişir → gerekli tork değişir → gergi sabit kalır
- Bobin çapı küçükken → az tork gerekir
- Bobin çapı büyüdükçe → daha fazla tork gerekir
Ultrasonik sensör, bu değişimi sisteme bildirir ve kontrol ünitesi motor/fren torkunu buna göre ayarlar. Bu yöntemde gergi ölçülmez, hesaplanır.
KONTROL SİSTEMİ NASIL ÇALIŞIR? (ADIM ADIM)
1- Ultrasonik sensör bobin çapını ölçer
2- PLC çap bilgisini alır
3- Hedef gergi değeri girilidir
4- PLC gerekli torku hesaplar
5- Servo/asenkron motor torku ayarlanır
6- Gergi yaklaşık sabit tutulur
Bakımcı Gözüyle: Sensör arızalarının büyük kısmı elektronik değil, mekanik montaj kaynaklıdır.
Eğilmiş ayak, gevşek cıvata veya kirli rulman, ölçümü doğrudan bozar.
AKTÜATÖRLER (GERGİYİ OLUŞTURAN ELEMANLAR)
- Frenler (manyetik, pnömatik, mekanik)
- Servo motorlar / tork motorları
- AC motor + sürücü kombinasyonları
Bunlar sistemin “kas gücü”dür. Sensör ne kadar doğru ölçerse ölçsün, aktüatör düzgün tepki vermezse sistem kararsız çalışır.
KONTROL ÜNİTESİ VE YAZILIM
Modern sistemlerde gergi kontrolü:
- PLC
- Özel gergi kontrol cihazları
- PID algoritmaları
ile sağlanır. Burada önemli olan nokta şudur: Aynı makine, farklı ürünlerde farklı gergi karakteristiği ister.
BAKIM-ONARIMDA EN SIK KARŞILAŞILAN SORUNLAR
|
Belirti |
Muhtemel Sebep |
|
Malzeme dalgalanıyor |
Sensör kirli veya kalibrasyon kaymış |
|
Sık kopma |
Gergi fazla / PID agresif |
|
Sarım bozuk |
Bobin çapı hatalı algılanıyor |
|
Titreşimli çalışma |
Mekanik sürtünme veya rulman sorunu |
Sahada Sık Yapılan Hata: Gergi sorunu varken sadece yazılım ayarıyla çözmeye çalışmak en sık yapılan hatalardandır. Oysa çoğu zaman sorun mekanik sürtünme veya hizasızlıktır.
BAKIM VE PERİYODİK KONTROLLER
Mekanik Kontroller
- Rulmanlar serbest mi dönüyor?
- Silindirler paralel mi?
- Kayış ve kaplinlerde kaçıklık var mı?
Elektrik ve Sensör Kontrolleri
- Kablolar titreşimden zarar görmüş mü?
- Sensör sinyali stabil mi?
- Topraklama düzgün mü?
TEMİZLİK
Gergi sistemleri toz, elyaf ve kaplama artığına karşı hassastır. Basit bir temizlik bile ölçüm kararlılığını ciddi şekilde iyileştirir.
KALİBRASYON: “ÇALIŞIYOR” DEMEK YETMEZ
Gergi kontrolünde en kritik konulardan biri kalibrasyondur.
Kalibrasyon yapılmamış bir sistem:
- Yanlış gerilim uygular
- Ürünü yorar
- Uzun vadede kopma ve kalite problemleri oluşturur
Pratik Kalibrasyon Adımları
- Referans ağırlık ile sensör doğrulama
- Dancer sıfır pozisyon ayarı
- PID parametrelerinin ürün tipine göre revizyonu
- Boşta ve yüklü testler
En İyi Uygulama: Her ürün tipi için ayrı gergi reçetesi oluşturmak.
SONUÇ: KÜÇÜK BİR SİSTEM, BÜYÜK ETKİ
Gergi kontrol sistemleri çoğu zaman sessiz çalışır ama üretimin kalbinde yer alır. Doğru bakım, doğru kalibrasyon ve doğru ayarlarla:
- Ürün kalitesi artar
- Makine ömrü uzar
- Plansız duruşlar azalır
Bakım-onarım ekipleri için gergi kontrolü; sadece bir arıza konusu değil, sürekli iyileştirme alanıdır. Unutulmamalıdır ki; iyi bir gergi kontrolü, iyi bir ürünün görünmeyen imzasıdır.










