
Fatih Otomasyon Satış Mühendisi Cengiz Şeker, Türkiye distribütörlüğünü gerçekleştirdikleri İsviçre menşeli FMS’nin tel büküm makinaları için ürettiği telemetri sistemini anlatıyor.
Tel büküm makinaları; kafes sistemi (planetary cage stranders), tüp sistemi (tubular stranders) ve yay tipi (bow type stranders-twisters, bunchers) olmak üzere üç tipte bulunmaktadır.


Büküm makinaları, maden, inşaat, vinçler, teleferik sistemler, büyük güç kabloları, enerji hatları gibi birçok sektör ve alanda kullanılmak üzere bükülmüş teller, çelik halatlar üretirler.
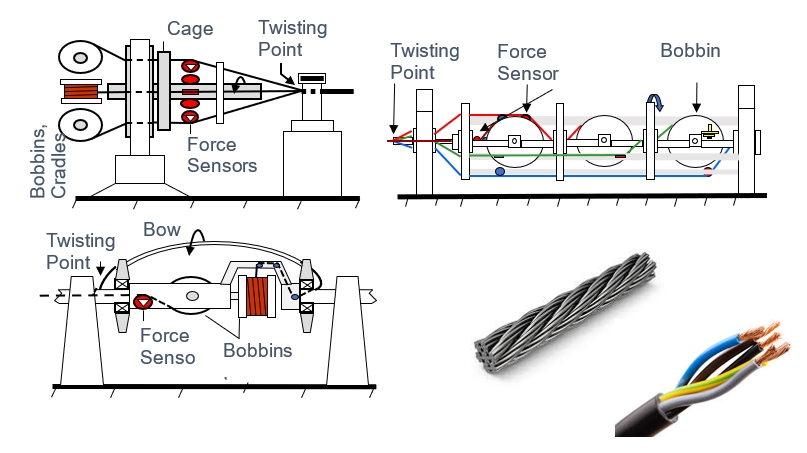
Büküm makinaları, art arda sıralı olarak üzerindeki tel bobinlerini , boşaltırken aynı anda belli bir eksen etrafında dönme işlemini yaparlar. Bu sayede boşalan bütün teller belli bir büküm noktasında bükülerek ana sargı bobinlerine sarılırlar.

İşte bu büküm öncesi bobinlerin çözgülerinde mekanik bir frenleme gerçekleştirilmektedir. Tahmine dayalı bir şekilde gergi kontrolü yapılmaktadır. Bobin çapı düştükçe, kayış sisteminde frenleme torku sabit kaldığı için telin gergisi zamanla artmakta ve zaman zaman kopmalar yaşanmaktadır. Bunun önüne geçmek için makinanın durdurulup ayarlarının yapılması ve ardından tekrar çalıştırılması gerekmektedir. Bu işlemin hat boyunca üretim sonunda dek tekrar edilmesi gerekmektedir.


FMS Telemetri Sistemi, bu soruna 4 ana başlıkta çözüm sunmaktadır.
1) RTM IO (gergi görüntüleme); sadece gergileri görebilmekte ve analog çıkış alabilmekte,
2) RTM X42 (gergi görüntüleme/otomatik kontrol);
3) RTM MP; sadece twister buncher’lar için özel üretilmiş sinyal üretimi sağlayabilmekte
4) FMS – cradleGUARD (uygun güvenlik sinyali); gergiyi ölçmekten ziyade kablo kopması veya bobinin yatağa tam oturup oturmaması vb. gibi emniyet sinyallerini alabilmeyi sağlayabilmektedir.
RTMX42 Kapalı çevrim gergi kontrol sistemi
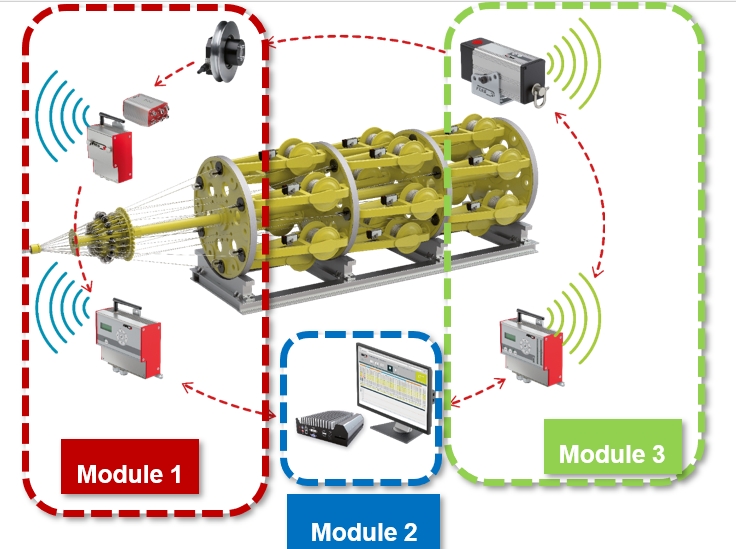
RTMX42 kapalı çevrim tansiyon kontrol sistemi esasında 3 ana modülden oluşur.
MODUL 1 : Makinanın dönen hareketli kısmındaki her bir bobinin gergilerin ayrı ayrı okunması ve sabit tarafa aktarılması
MODUL2 : Aktarılan verilen alınması işlenmesi ( PID ), değerlendirilmesi , kaydedilmesi , Raporlama işlemlerinin yapılması
MODUL 3: İşlenen verilerin tekrar hareketli dönel kısımdaki her bir bobine bağlı fren aktuatörlerine ayrı ayrı iletilmesi
MODUL 1 GERGİ GÖRÜNTÜLEME;
Ana ürünler, Loadcell (Özel tip), genleşme modülü (EMGZ484T), verici (EMGZ482T)ve alıcı (EMGZ482R) olarak sıralayabiliriz.
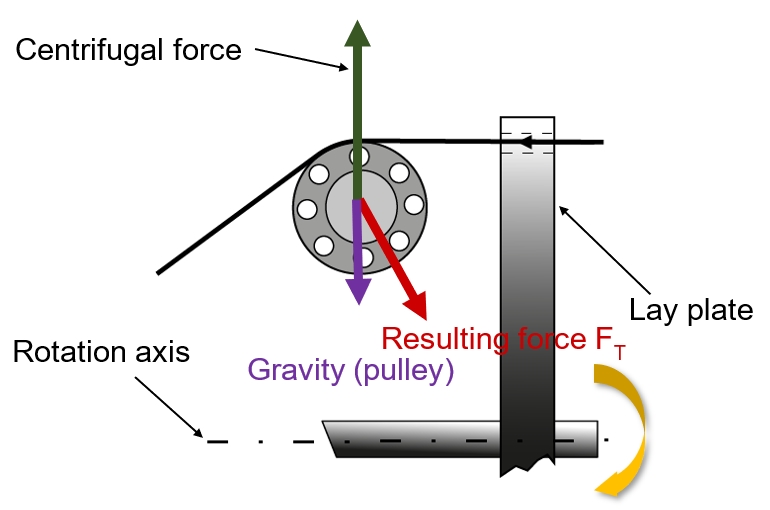
Bu makineler çok ağır yükler ile dönen, yüksek ataletli makinalardır. Bu sebeple sistem gergi ölçmek için kullanılacak Loadcellerin bu tip ilave yüklerden etkilenmemesi gerekmektedir. Ve bu yüksek kuvvetlerin etkisinden FMS’nin özel olarak bu tip makinalar için geliştirdiği Loadcelller sayesinde sağlayabiliyoruz. Bu loadceller sadece gergi bileşke kuvvetini ölçerek ve tel gergilerini doğru şekilde ayarlamamıza olanak sağlamaktadır.
Loadcell üzerine gelen kuvvetler;
a. Santrifuj kuvveti ; Makine dönme etkisi ile oluşan kuvvet
b. Yerçekimi kuvveti : Makara ağırlığı ile loadcell üzerine düşen kuvvet
c. Makaranın kendi ekseni etrafında dönmesi ile makara eksenine dik oluşan Coriolis etkisi
d. Tel gergi bileşke kuvveti ; Esas ölçülmesi gereken
Doğru ölçülen bu verilerin doğru şekilde iletimini sağlanması gerekmektedir. Bu sebeple FMS Genleşme modüllerine (EMGZ484T) her bir 4 loadcell bağlayıp,10 genleşme modülü ile toplamda 40 Loadcell verisini iletir. Genleşme modüllerini sinyal yükseltici entegre olduğundan mV olan loadcell sinyalleri 0-10V dönüştürülerek korunur.
Ve bir sonraki aşama olan Vericiye (EMGZ482T ) iletilir. Verici de ayrıca 2 ad. loadcell girişi bulunmaktadır. Bu sayede toplamda 42 ad. laodcell sinyali , doğru şekilde okunup , Hareketli kısımdan sabit kısımdaki Alıcıya (EMGZ482R ) 2.44 Ghz radyo frekans bandında iletilir.
MODUL 2 KONTROL MERKEZİ;
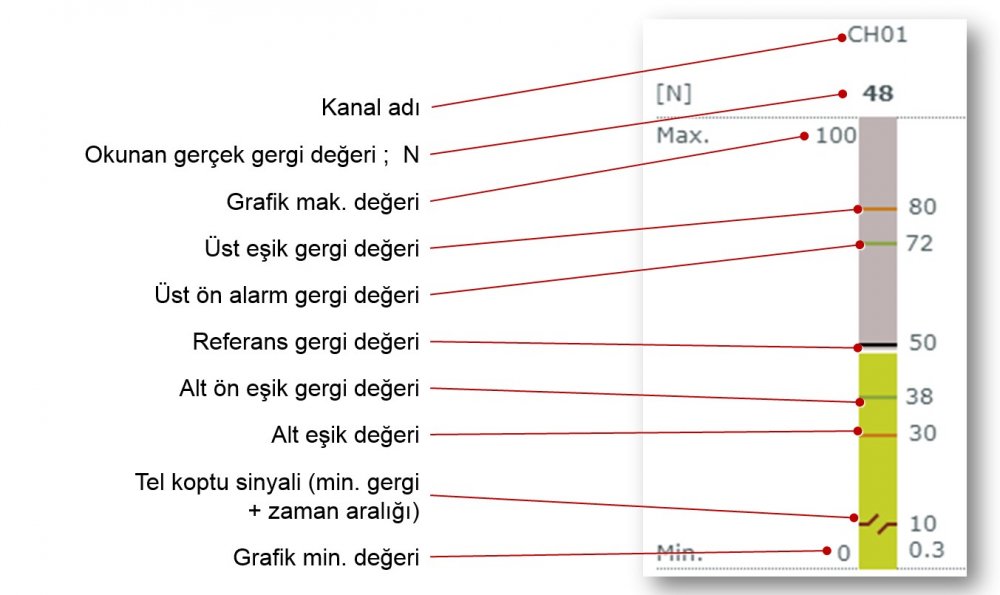
EMGZ482R alıcıdan gelen bilgilerin işlendiği bölümdür. Kontrol merkezi ve FMS yazılımı ile hareketli kısımdaki her bir telin gergisi grafik olarak görülebilir. Üst eşik değer, alt eşik değer, ön alarm değeri verilebilir ve bunların tümü tek tek çıktı olarak alınabilir. Ayrıca her bir tel gergisinde belli değerler ayarlandıktan sonra bu gergileri kaydedip bir sonraki çalışmada tekrardan çağırılıp kullanılabilir. Yazılımda “Kalite Yönetim Rapor Programı” bulunmaktadır. Bu yolla kalite yönetimi raporları alınabilir. Bobinin başından sonuna kadar hangi metrede hangi telin, hangi gerginlikte olduğu görüntülenebilir.



MODUL 3 FREN KONTROL;
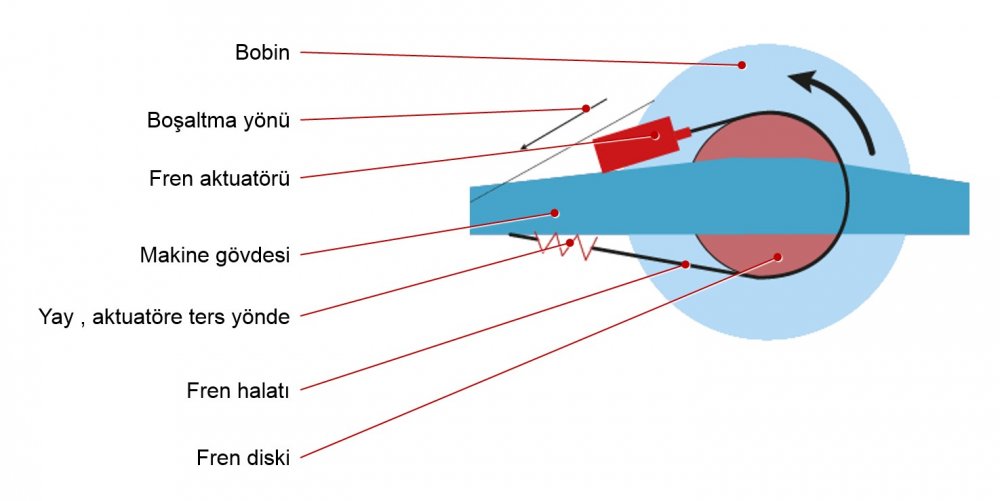
Bobinin çözgü grubunda manuel frendeki gibi sanki yedek parçaymışçasına aktüatörleri halatlara bağlanabiliyor. Bu sayede masraf gerektirmeden tam kontrol sağlanabiliyor. Aktüatörlerde şarjlı pil ünitesi bulunmaktadır. 600 N ve 2.500N olmak üzere iki çeşit aktüatör mevcut. Sürekli olarak sabit taraftaki kontrol merkezi ile haberleşip tel gergisinin istenen değerde olmasını sağlanır.
ÖZET
RTM X42 Ana Sistem – Modül 1
- Objektif tel gergi ölçümleri için kalite artırımı
Bütün tel gergilerini loadcell’ler ile ölçmek ve bu loadcell sinyallerini hareketli kısımdan sabit kısma radyo frekans dalgalarıyla aktarmak.
RTM X42.CC Kontrol Merkezi – Modül 2
- Tekrarlanabilir ürün parametreleri için
- Reçete yöneticisi ile artırılmış işlem güvenliği, kalitesi
Bütün parametreleri kaydedip başka bir ürün için tekrar reçete yöneticisi çağrılabiliyor. Kalite ve işlem güvenliği raporları oluşturulabiliyor.
RTM X42.BC Fren Kontrol – Modül 3
- Sürekli kontrol ve kesintisiz imalat ile yüksek verim
Modül 3’te, Modül 2’de işlenen tüm verilere göre, her bir bobinin kendi fren kontrolü yapılabiliyor. Bu da sürekli kontrole ve kesintisiz imalata olanak tanıyor.
Dolayısıyla bu sistem tamamen tahmin üzerine, gergileri ayarlamak yerine tel gergisinin tam otomatik kontrolünü sağlıyor.
UYGULAMADA KAZANIMLAR NELER OLDU?
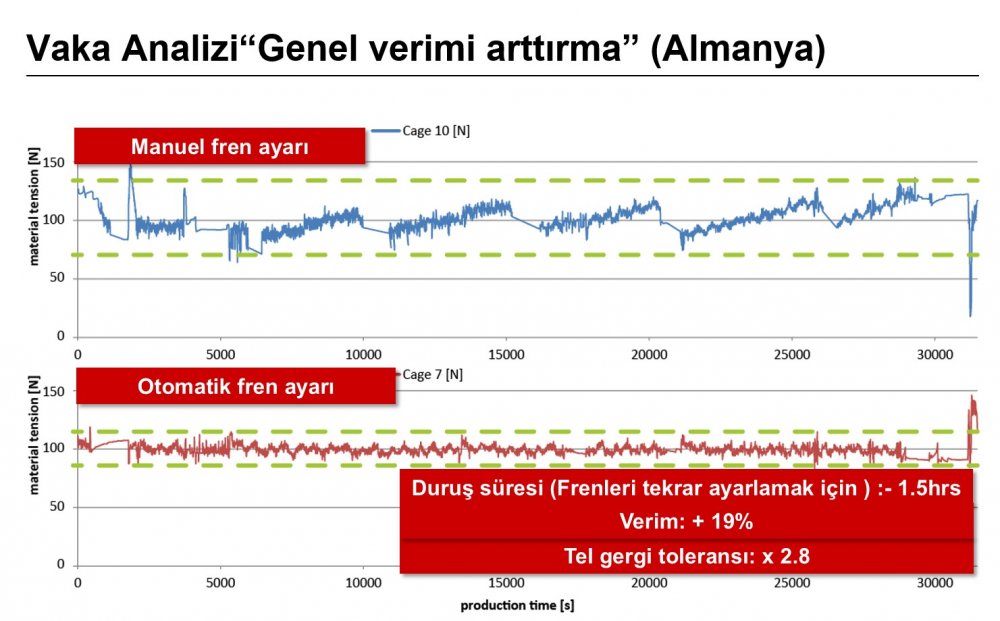
Manuel fren ile otomatik frenin farkını görülebiliyor, takip edilebiliyor. Grafikte görüldüğü gibi manuel frende; tel gergisi zamanla artmakta makinayı durdurup tekrar ayarlayarak tekrar çalıştırılıyor. Aynı işlem tekrar tekrar yapılıyor. Buna karşın otomatik frende, baştan sonra belirli bir gergi aralığında devamlı tam kontrol halinde makina çalışıyor ve duruşa gerek kalmıyor. Almanya’da yapılan bu uygulama ile duruş sürelerinden 1,5 saatlik kazanım elde edildi. Verimi yüzde 19 artırılırken, tel gergi toleransı ise 2,8 kat daraltıldı.
https://www.fatihotomasyon.com.tr/trk/











