Radyo
Dergi
TV
Forum
Zirve
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Endüstri 4.0 Uygulamaları
Proses Otomasyonu
Depolama Çözümleri
Makina
Otomasyon
İnşaat ve Malzeme
Ağır Sanayi Çözümleri
HaberOrtak
Radyo Haber
EndüstriST
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Endüstri 4.0 Uygulamaları
Proses Otomasyonu
Depolama Çözümleri
ST Endüstri Haber
Otomasyon
KÜRESEL OTOMOTİV ZİNCİRİNİN OTOMASYON İHTİYACI
Enerjisini Üreten Fabrikalar
İKLİM DEĞİŞİKLİĞİNİN HUKUKSAL SONUÇLARI
Enerjisini Üreten Fabrikalar
MAXXEN VE HİTHİUM’DAN BÜYÜK ADIM
Enerjisini Üreten Fabrikalar
ASSAN PANEL’İN YÜKSEK PERFORMANSLI ÇÖZÜMLERİ
Enerjisini Üreten Fabrikalar
KBSB’NİN YENİ BAŞKANI HAMDİ HOPLAMAZ OLDU
Enerjisini Üreten Fabrikalar
HT SOLAR, FENERBAHÇE’NİN SÜRDÜRÜLEBİLİR ENERJİ SPONSORU
Enerjisini Üreten Fabrikalar
DİJİTAL ÇAĞIN İHTİYAÇLARI
Enerjisini Üreten Fabrikalar
ENERJİ VE İŞ GÜCÜ MALİYETLERİ ARTIYOR
Enerjisini Üreten Fabrikalar
PİER EIS ENERJİ İZLEME SİSTEMİ İLE DÖNÜŞÜM
Enerjisini Üreten Fabrikalar
FUSKA’NIN YENİ PROJESİNDE FİLİBİZİTE AŞAMASI BİTTİ
Enerjisini Üreten Fabrikalar
İSTANBUL İÇİN YENİ ELEKTRİKLİ METROBÜSLER
Otomasyon
"TÜRKİYE YÜKSEK TEKNOLOJİ EŞİĞİNDE DURUYOR"
İnşaat ve Malzeme
İKLİMLENDİRME SEKTÖRÜNDE KROMAŞ: "YÜZEY İŞLEMDE LİDER MARKA"
İnşaat ve Malzeme
"İÇ DENETİM MEKANİZMASI GÖREVİ ÜSTLENİYORUZ"
Enerjisini Üreten Fabrikalar
YEŞİL GELECEĞE BİR ADIM
T
E-Dergiler
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Proses Otomasyonu
Makina
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Endüstri 4.0 Uygulamaları
Proses Otomasyonu
Depolama Çözümleri
Enerjisini Üreten Fabrikalar
Enerjisini Üreten Fabrikalar
İKLİM DEĞİŞİKLİĞİNİN HUKUKSAL SONUÇLARI
Enerjisini Üreten Fabrikalar
MAXXEN VE HİTHİUM’DAN BÜYÜK ADIM
Enerjisini Üreten Fabrikalar
ASSAN PANEL’İN YÜKSEK PERFORMANSLI ÇÖZÜMLERİ
Enerjisini Üreten Fabrikalar
KBSB’NİN YENİ BAŞKANI HAMDİ HOPLAMAZ OLDU
Enerjisini Üreten Fabrikalar
HT SOLAR, FENERBAHÇE’NİN SÜRDÜRÜLEBİLİR ENERJİ SPONSORU
Endüstri 4.0 Uygulamaları
Endüstri 4.0 Uygulamaları
MAXION WHEELS'İN DİJİTAL DÖNÜŞÜM STRATEJİLERİNİ AÇIKLADI
Endüstri 4.0 Uygulamaları
BAMBUM’DAN KÜTAHYA’YA YENİ FABRİKA YATIRIMI
Endüstri 4.0 Uygulamaları
KASTAMONU ENTEGRE'NİN 5 ANA STRATEJİSİNDEN BİRİ DİJİTAL DÖNÜŞÜM
Endüstri 4.0 Uygulamaları
BPM VE ERP ENTEGRASYONU YENİ TRENDLER ARASINDA
Endüstri 4.0 Uygulamaları
ATLAS COPCO AKILLI FABRİKA DÖNÜŞÜMÜNÜ HIZLANDIRACAK
Proses Otomasyonu
Proses Otomasyonu
KAZANCI'DAN YENİ ÜRETİM TESİSİ YATIRIMI
Proses Otomasyonu
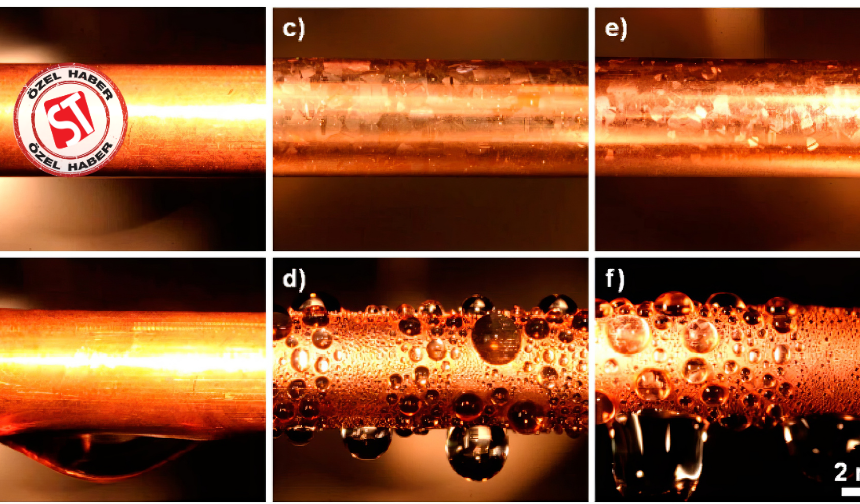
TERMAL VERİMİ ARTIRMANIN YOLU DROPWISE TEKNOLOJİ
Proses Otomasyonu
PROSES OTOMASYONU TEKNOLOJİLERİYLE HEDEF SIFIR HATA
Proses Otomasyonu
ZORLUTEKS'TEN ATIK SUYUN GERİ KAZANIMINDA BAŞARILI PROJE
Proses Otomasyonu
YAPAY ZEKA DESTEKLİ PROSES KONTROL PROJESİNDE SON AŞAMADA
Depolama Çözümleri
Depolama Çözümleri
LİTUM “DÜNYANIN EN İNOVATİF ŞİRKETLERİ 2024" LİSTESİNDE
Depolama Çözümleri
NAKLİYELAZIM KİTLE FONLAMA TURUNA ÇIKTI
Depolama Çözümleri
LOJİSTİK ŞİRKETLERİ SİBER SALDIRIDA KRİTİK EŞİKTE
Depolama Çözümleri
PETLAS GENEL MÜDÜRÜ HAKAN YALNIZ'DAN YATIRIM AÇIKLAMASI
Depolama Çözümleri
SOYSERİN GRUP KARANLIK DEPO YATIRIMI PLANLIYOR
Makina
Makina
MAKİNE SEKTÖRÜNDE DİJİTAL DÖNÜŞÜM VE ÜRETİM SÜREÇLERİ
Makina
KOCAER ÇELİK KAPASİTE ARTIŞ YATIRIMINI TAMAMLADI
Makina
HEDEF SAVUNMA VE HAVACILIK SANAYİNDE FARK YARATMAK
Makina
GNC MAKİNA 2024 YILINDA HEDEF BÜYÜTTÜ
Makina
POLAT MAKİNA’DAN 1 MİLYON EURO’YU AŞKIN YATIRIM
Otomasyon
Otomasyon
KÜRESEL OTOMOTİV ZİNCİRİNİN OTOMASYON İHTİYACI
Otomasyon
"TÜRKİYE YÜKSEK TEKNOLOJİ EŞİĞİNDE DURUYOR"
Otomasyon
BOLTAŞ’IN OTOMASYON YATIRIMLARI HIZ KESMİYOR
Otomasyon
KAYNAK OTOMASYONUNDA DİKKKAT EDİLMESİ GEREKENLERİ PAYLAŞTI
Otomasyon
SEMAVİ YORGANCILAR, YORGLASS'IN DİJİTAL DÖNÜŞÜM VİZYONUNU ANLATTI
İnşaat ve Malzeme
İnşaat ve Malzeme
İKLİMLENDİRME SEKTÖRÜNDE KROMAŞ: "YÜZEY İŞLEMDE LİDER MARKA"
İnşaat ve Malzeme
"İÇ DENETİM MEKANİZMASI GÖREVİ ÜSTLENİYORUZ"
İnşaat ve Malzeme
GYF'LERE TALEP REKOR SEVİYEDE
İnşaat ve Malzeme
BOYA SEKTÖRÜNÜN DÜNYAYA AÇILAN KAPISI: PAİNTİSTANBUL & TURKCOAT FUARI İÇİN GERİ SAYIM BAŞLADI
İnşaat ve Malzeme
HONEYWELL KÜÇÜK VE ORTA İŞLETMELERE ÖZEL YENİ 10 ve 35 SERİSİ IP KAMERA SİSTEMLERİNİ TANITTI
Ağır Sanayi Çözümleri
Ağır Sanayi Çözümleri
YILMADEN KUZEY MAKEDONYA’DA YENİ TESİS SATIN ALDI
Ağır Sanayi Çözümleri
SADULLAH AYDIN'DAN NİĞTAŞ'IN 2023 YATIRIMLARI HAKKINDA AÇIKLAMA
Ağır Sanayi Çözümleri
ORHAN TİMURHAN, KOCAER ÇELİK'İN İŞ GÜNDEMİNE İLİŞKİN KONUŞTU
Ağır Sanayi Çözümleri
HAREKET’TEN 2200 TONLUK PALETLİ VİNÇ YATIRIMI
Ağır Sanayi Çözümleri
İHRACATIN METALİK YILDIZI ADÖKSAN CEO’SU AJDA ŞENER OLDU
Anasayfa
Kategoriler
Robot Yatırımları
Enerjisini Üreten Fabrikalar
Makina
Proses Otomasyonu
Otomasyon
Depolama Çözümleri
İnşaat ve Malzeme
HaberOrtak
EndüstriST
Radyo Haber
Endüstri 4.0 Uygulamaları
Ağır Sanayi Çözümleri
Endaş
Foto Galeri
Video
Yazarlar
Röportaj
Biyografi
Anketler
Künye
İletişim